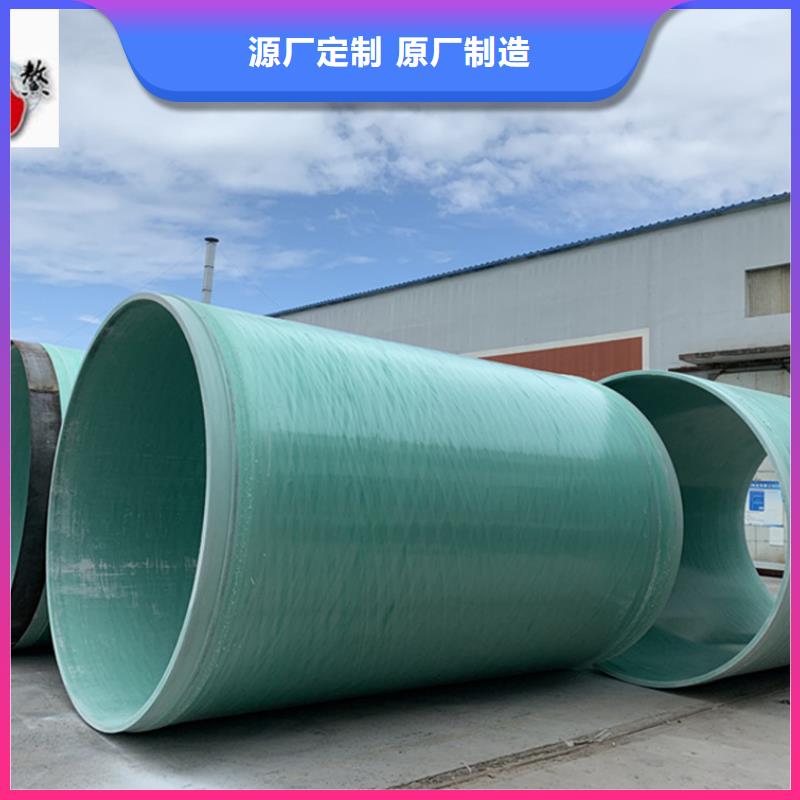
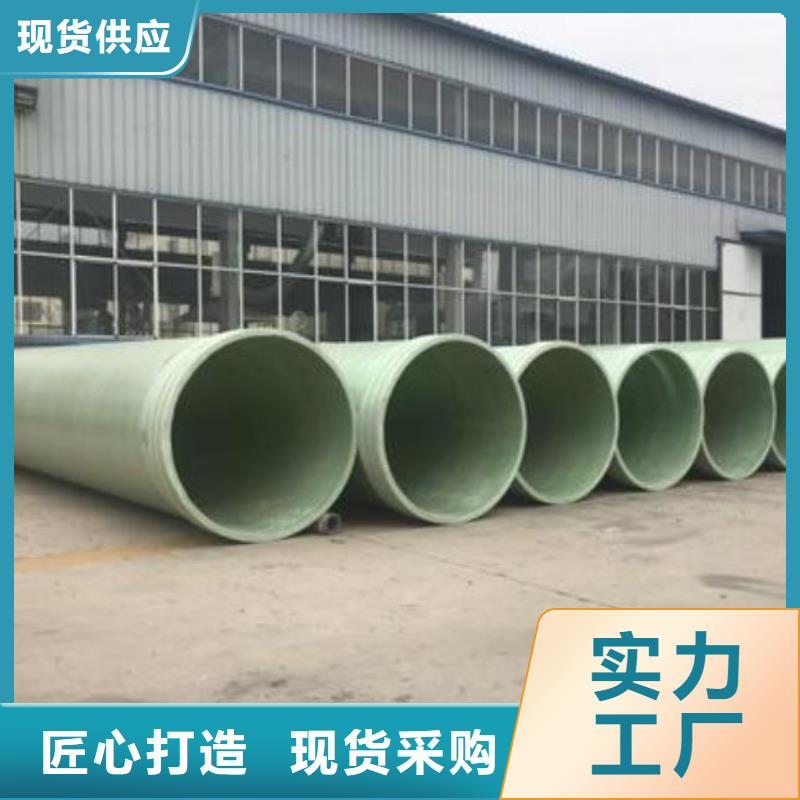
想一睹【黄山】【本地】玻璃钢夹砂管玻璃钢风机多年行业经验产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你全方位感受【黄山】【本地】玻璃钢夹砂管玻璃钢风机多年行业经验产品的独特之处!
以下是:【黄山】【本地】玻璃钢夹砂管玻璃钢风机多年行业经验的图文介绍

冀鳌玻璃钢制品
有限公司主要经营销售: 玻璃钢模压、,我单位凭借良好的信誉,完善的服务、充足的货源为您提供每一支优质的产品!本公司郑重向您承诺:保证以z u i好的质量,以z u i低的价格,z u i完善的售后服务,来答谢新老客户。


(3)远红外深度固化
我厂生产制造的玻璃钢管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。




4) 玻璃纤维网格布长度、宽度不够时一定要采取搭接的方法,才能提高搭接处的切向承载能力,从而有效地克服径向拉应力、弯曲接应力和弯曲切应力。玻璃纤维布在接缝处的搭接长度一般为50~100mm;而且每层玻璃纤维布接缝处与相邻层接缝应有一定距离。相邻层之间的纵、横搭接缝距离应大于300mm,同层搭接缝距离不得小于500mm。
5) 糊制圆形风管时,玻璃布可沿径向45度角的方向剪成布带;糊制圆锥形制品时,可按扇形裁布。
6) 风管加固,矩形风管的边长大于900mm,且管段长度大于1250mm时,应进行加固。加固尽量采用本体材料(纤维增强胶材料)在大应力处设置加强盘,提高截面模量,从而提高管体整体强度。风管的加固也可在风管制作完毕后,采用经过防腐处理过的金属或其他耐腐材料进行加固,加固件应与风管成为整体,并采用与风管本体相同的胶凝材料封堵缝隙。







 扫一扫
扫一扫